

2015-08-03 By Robbin Laird
The importance of manufacturing for national power and security is clear.
The need to support a manufacturing renaissance is also clear for Americas’ future.
And it remains a foundation for providing for American defense and security.
No case is clearer than that of the Osprey.
The hybrid plane – which both lands as a rotorcraft but flies as a plane – has revolutionized the US Marine Corps.
The Marines are the only Tiltrotar enabled assault force in the world. This means that they can operate at distance with speed and range and insert forces into an area of interest and achieve mission success.
This has led to a significant transformation of the force from sea or land and has made the “boots on the ground” an assault force able to navigate the battlespace rather than to have to go through the battlespace facing the dangers of the kind of relatively slow transit one would have to do with regard to a rotorcraft.
Last year, I flew multiple times on an Osprey as the Marines were exercising their landing and existing of an area of operation.
The capability of the aircraft to come in every time differently than a previous one highlighted the safety factor as well which Tiltrotar aviation can provide.
The USAF flies their own version of the Osprey which is made on the same assembly line as well, and USAF special operations are operating very differently by having access to a plane which can operate at distances and speed and deliver force vertically when needed.
But all of this would not happen without the manufacturing prowess of the hybrid company behind the Osprey,
Bell-Boeing. The two companies work in tandem to deliver Ospreys to the Marines, the Air Force, and soon the Air Force. The demonstrated success of the Osprey is opening up global markets as well, with the Japanese being the first global customer.
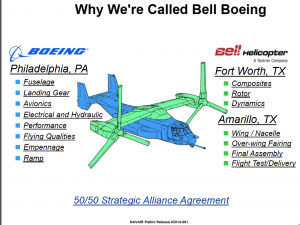
The plane is built in Ridley Park, Pennsylvania by Boeing and in Fort Worth and Amarillo Texas by Bell. The Boeing plant for the Osprey is collocated with its long-running Chinook helicopter line.
The final assembly plant at Amarillo is the focal point of key parts and subassemblies done at the other plants.
The cutting edge manufacturing processes involved in the program are evident from visiting the Ridley Park plant which I did on May 5, 2015. The plane is built from nearly 50% of composites, a foundational element that kept the Osprey more as an aspiration than as a reality as the materials technology side of industry caught up with the dream of building a hybrid plane.
Moving from a briefing chart to reality is a result not just of science but also of the maturation of manufacturing technologies.
In other words, composite technology and the ability to manufacture key parts via composite materials is a key reason for the viability of the aircraft. Given that composite raw material is stored and shipped frozen, the part production process is time-sensitive as the clock starts ticking from the time the material begins to thaw, until it is ultimately cured, finished, and moved to the assembly process.
It is a very complex choreography to get this process right.
Tom Jablonski, head of the Composites Center of Excellence (CCOE), provided the tour of the facility and insights with regard to the production process. His background is in both civilian and military composites and obviously this is an area where cross cutting innovations in the military and civilian sectors help one another.
Question: How would you describe the choreography necessary for the production process?
Jablonski: “That is a good term to describe the process. We start with raw material receipt. We have a large freezer outside of the center to store bulk raw material received from the supply chain.
We then stage material about to be introduced into the manufacturing process in a smaller freezer inside the center.
When we are ready to start the process, that raw material is issued to one of several machines for cut or automated lay-up.
We have four automated raw material cutters. This material is cut into “kits” and then paired with the corresponding tool. We have all sorts of Bond Assembly Jigs (BAJs) in addition to molds, caul plates, and other consumable tooling that aid in developing and maintaining the part size and shape.




Our Industrial Engineering team controls order release, the start of the manufacturing process. These load decisions are based on tool availability, takt time of the manufacturing process, and assembly flow. Right now, the V-22 Assembly process is building at a pace that supports our customer funding and demand.”
Jablonski added that increasing the scope of work by including some minor sub-assembly processes enables them to deliver a more finished part to the production process as well.
And robots have entered the process as a key part of improving the process.
A trajectory was evident from visiting the facility whereby in a very short period of time – five years – large automated machines are being replaced by commercial robotic machines imported from abroad but with unique, Boeing-developed components to facilitate the actual manufacturing process.
This has not only reduced man-hours in the process, it has improved cost as well.
With the larger automated machines, maintenance and machine downtime was significant.
With the newer robots, these machines are more reliable.
Large, heavy tools are no longer needed to move; the robot moves about the tool, reducing the wear and tear on the machine and hence cost.
Jablonski: “From a technology perspective, a lot of the early automated fiber placement technology was very specific, very rudimentary, and not overly efficient.
We had one of the first fiber placement machines in industry, to the best of my knowledge, installed in the early ‘90s.
This machine has since been replaced by a robot.
The robot itself is off-the-shelf, so we didn’t develop robotic technology because there was no need. We developed the head of this robot to handle the high tolerance manufacturing of these composite parts.
This head sits on the end of a robot that another company had already developed and perfected.
Part of the ramp-up in production was enabled by this technology.
It gave us the ability to achieve certain material placement and steering that was not achievable by hand.
This in turn gave us a more efficient solution to manufacture complex composite parts and assemblies that are ultimately installed on the airplane.
It helped us remain on the cutting edge of technology, highlighting that robotic technology with respect to fiber placement is far more scientific than some of the older machines still on the floor.
Older, by the way, was brand new five-plus years ago. So state-of-the-art technology five years ago is already less efficient than the current fiber placement options.”
The plant builds hundreds of parts for the V-22.
Five parts are built by machine – two drag angles (right and left), two side skins (right and left) and a large, monolithic aft section.
The balance of these parts are laid-up by hand.
The automated trim cell section of the composite center of excellence has several interesting machines as well.
Jablonski: “A consideration for a composite fabricator when trimming a part is how to hold it still.
How do you hold a very large part that you’d like to trim the periphery of?
As part of the Trim Cell itself, we have another machine, a universal holding fixture (UHF), and it’s essentially a table.
It has an elaborate electronic control system that determines the coordinates of the part in space, and adjusts the height of several dozen “pogos” to match the contour of the part, and then it applies suction to pull that part against the pogos, holding the part still so the machine can do its thing.”
The Final Assembly Line
Jim Curren, senior manager of Operations, provided the tour of the FAL and from the tour, it was clear that the approach implemented with regard to the FAL at Boeing’s Philadelphia site has two clear advantages.
First, there is a single assembly line where by the MV-22 and CV-22 are built.
The modifications for the CV-22 are done at the appropriate station in the line and with the workers who do those mods adjacent to that work station in the production flow.
This means that when the Navy V-22 is built the same assembly line can be built with the modifications of that aircraft done within the established work flow.
Second, the initial workstation is where the electronics are matted to the key sections and then those sections are connected together prior to moving to the next workstation.
This means that the numbers of workers necessary in the second workstation can be reduced to enhance efficiency of production as well.
Curren highlighted the growing role of robots on the FAL as well.
“We keep looking for better ways of building the aircraft in the eyes of affordability.
In that process, robots are getting a lot of attention, more so now than ever.
They’ve come a long way, so we’re three years into implementing or incorporating a robot into our structures build process.”
In short, the investments in the machinery to provide for high tolerance manufacturing and the skill of the workers in operating the machinery and working the production process along with effective management are key drivers in shaping the maturity of the production process on display at Boeing’s Philadelphia site.
As Kristin Robertson, Vice President of Boeing Tiltrotor Programs, put it with regard to the maturation of the manufacturing process:
“With nearly three hundred aircraft under our belts, we credit process discipline as an enabler to support a stable configuration for the aircraft.
For example, we have implemented a number of lean manufacturing processes that drive repeatability, standardization and standard work, which have enhanced affordability.
And we have implemented innovative ways to achieve seamless and repeatable production.
Using 3-D model based definition, we are able to work on new configurations of the aircraft, which can fit, into the mature production process.
We also see a maturing of the supply chain, which can enable an effective way forward as well.”
In short, the maturity of the operational capabilities and of the manufacturing processes of the Osprey lay a foundation for global sales and shared capabilities with allies, and indeed, allies at the front line of dealing with challenges such as Chinese and Russian assertiveness and aggression.
Editor’s Note: During a visit of the Second Line of Defense team to New River Air Station in North Carolina on February 10, 2014, the team experienced during a USMC training session the ability of the Osprey to land and depart LZs rapidly and the transition and get away speed of the airplane mode.
This flexibility is a core combat capability provided to enable the Marines getting off and getting back onto the plane enhanced security and effectiveness.
Not always easy on the stomach, and it would be better to be in the front of the aircraft, when such flexibility is demonstrated, but the Osprey is clearly not a helicopter when it comes to the LZ.
[slidepress gallery=’ospreys-and-landing-zone-flexibilities’]